
Focus & Fidelity: Dialing in the Tool-Centering Camera 🎥
Ever try aligning a camera to a tool the width of a hair? 🎥🛠️ Turns out, it’s its own kind of watchmaking fun! Built a dual-screen rig so I can peek and tweak without a neck workout. Also, no more cable spaghetti—garage is looking almost civilized. 😌 Next step: perfecting the A-axis rotation for those carbide toolpaths. Let the chips fly! 🔄 Check it out: https://thebitcoinwatchmaker.com/post/view/focus-fidelity-dialing-in-the-tool-centering-camera/
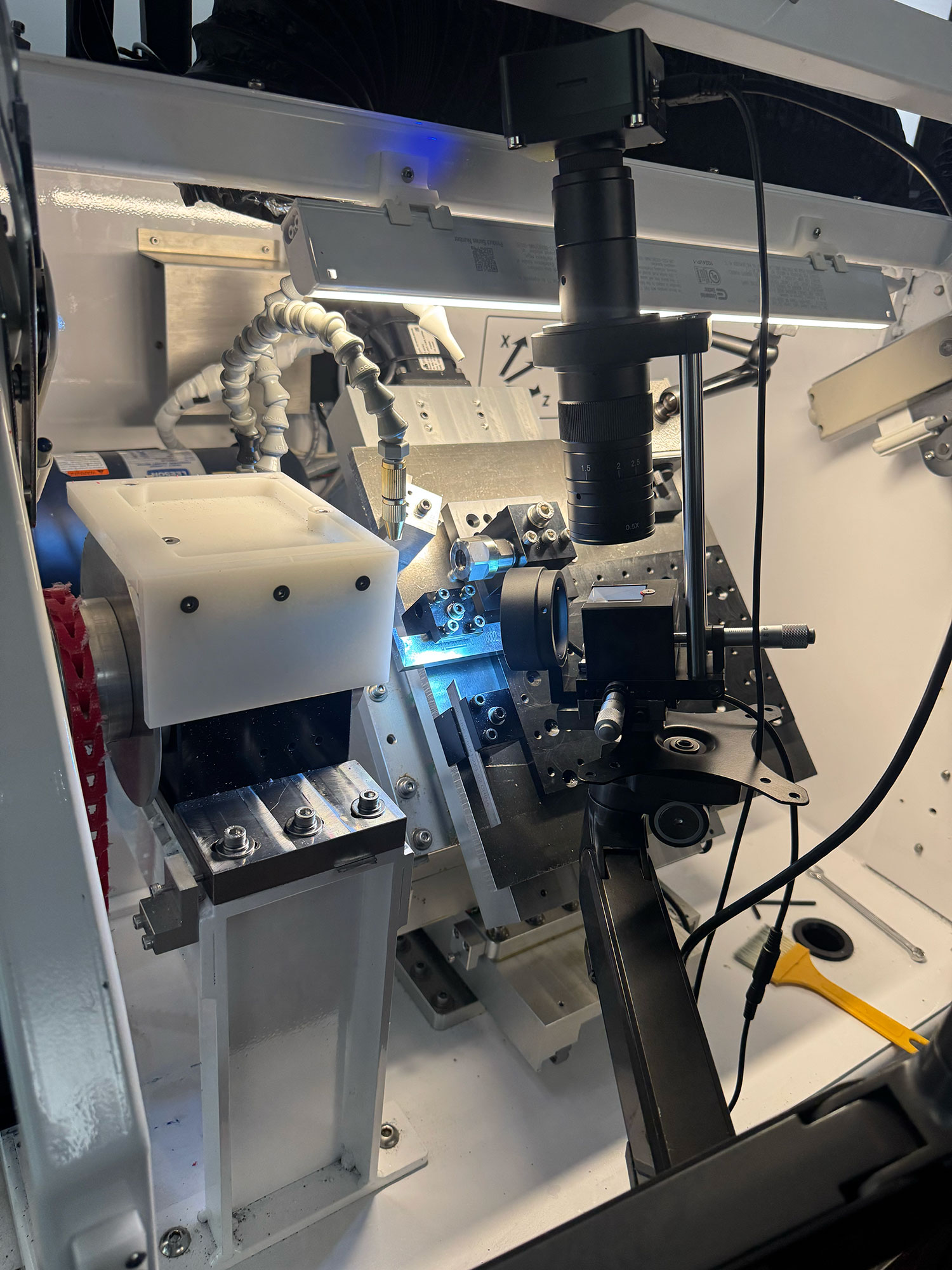
Took a breather from grinding CVD-tipped carbide bits and gave my eyes (and ears) a treat—camera alignment day! Getting the lens perfectly in line with a tool that’s barely thicker than a hair turned out to be its own little horological adventure.
Today’s mini-wins:
- Dual-screen holder rig. Whipped up a two-arm stand so the inspection cam and its monitor hover as one unit. No more craning my neck between desk and machine—just glance, tweak, cut.
- All wired, zero spaghetti. USB, power, HDMI—routed and zip-tied so nothing snags a moving axis. The garage looks… well, almost civilized. 😌
- Found the sweet angle. A few degrees off-vertical gives just enough depth to judge tool height without hiding the cutting edge in glare. The moment the flute catches the light, you know you’re on plane.
Because the shot is crazy close-up, even stepping in front of the lens nudges the frame. The tripod quivers, focus wobbles—but it’s promising. A chunkier base or maybe a bit of mass-loading clay should calm those micro-tremors.

Most machinists center a tool by reading the tip’s X/Y, subtracting half the diameter, and calling it good. Easy math—unless your headstock boasts a full Y-axis (tool height) like mine. That third coordinate means the classic “diameter ÷ 2” trick only gets me halfway. I’m experimenting with a quick probe routine: kiss the tool off a ceramic block, capture the video zero, then jog Y until the flute vanishes beneath a reference line on-screen. Still rough, but at least it’ll be repeatable.
Next up: heading back to those carbide-bit toolpaths—the last puzzle piece is rotating the A axis after every pass so the cutter always meets fresh stock. Lock that in and the chips can finally fly. 🔄🛠️
