2025/04/12 16:55 UTC
TLDRUsing new fixtures for my 50x50mm stock has revolutionized my workflow by boosting precision and consistency, especially for multi-pass setups. Big shout-out to Paul from Roysdon Watch Co. for sharing the fixture files and Dimitri from NSCNC for sending some fixtures along with the machine. It's incredible how the right tools—and people—can transform your process! 🙌
Fixture Game Changer—Thanks Paul! 🙌
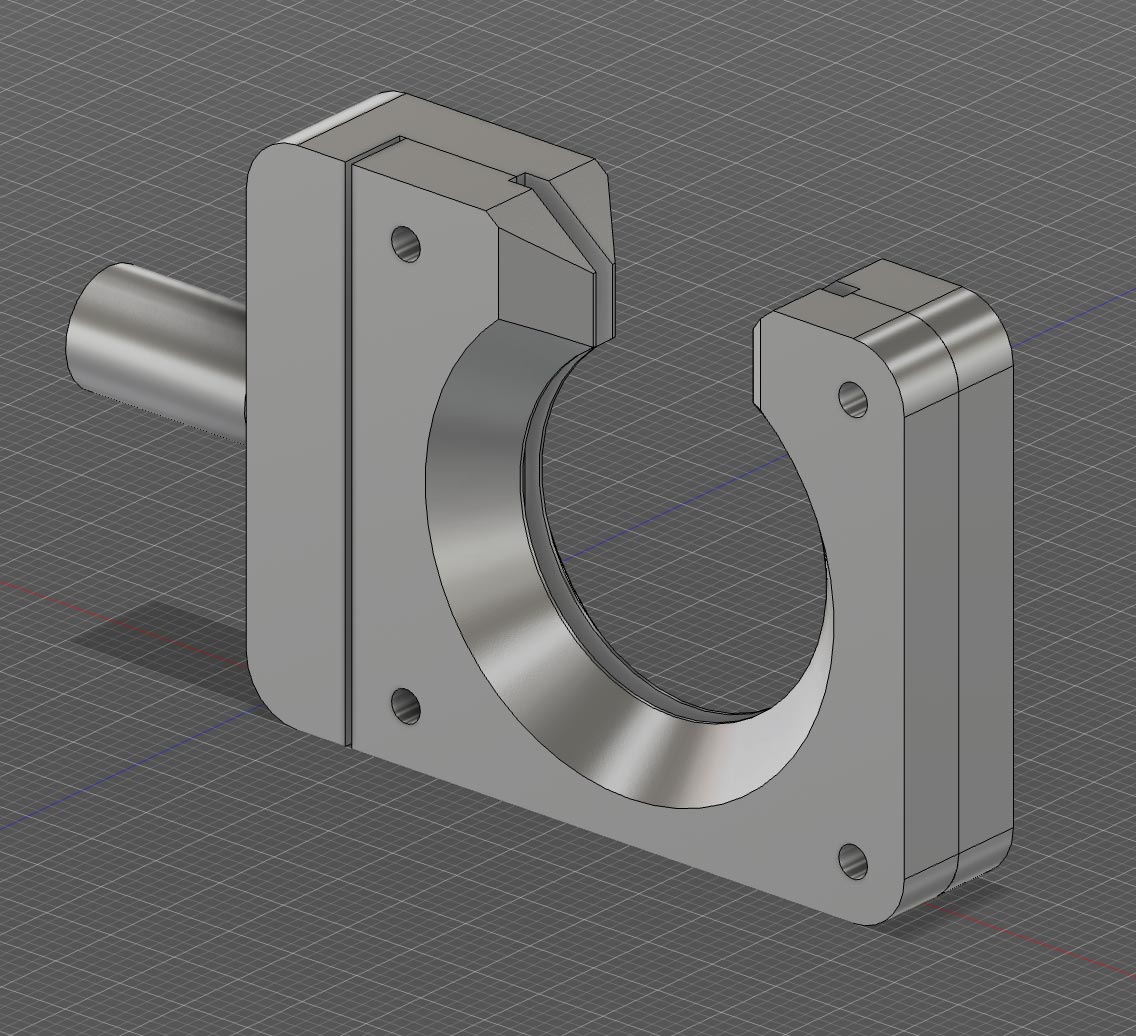
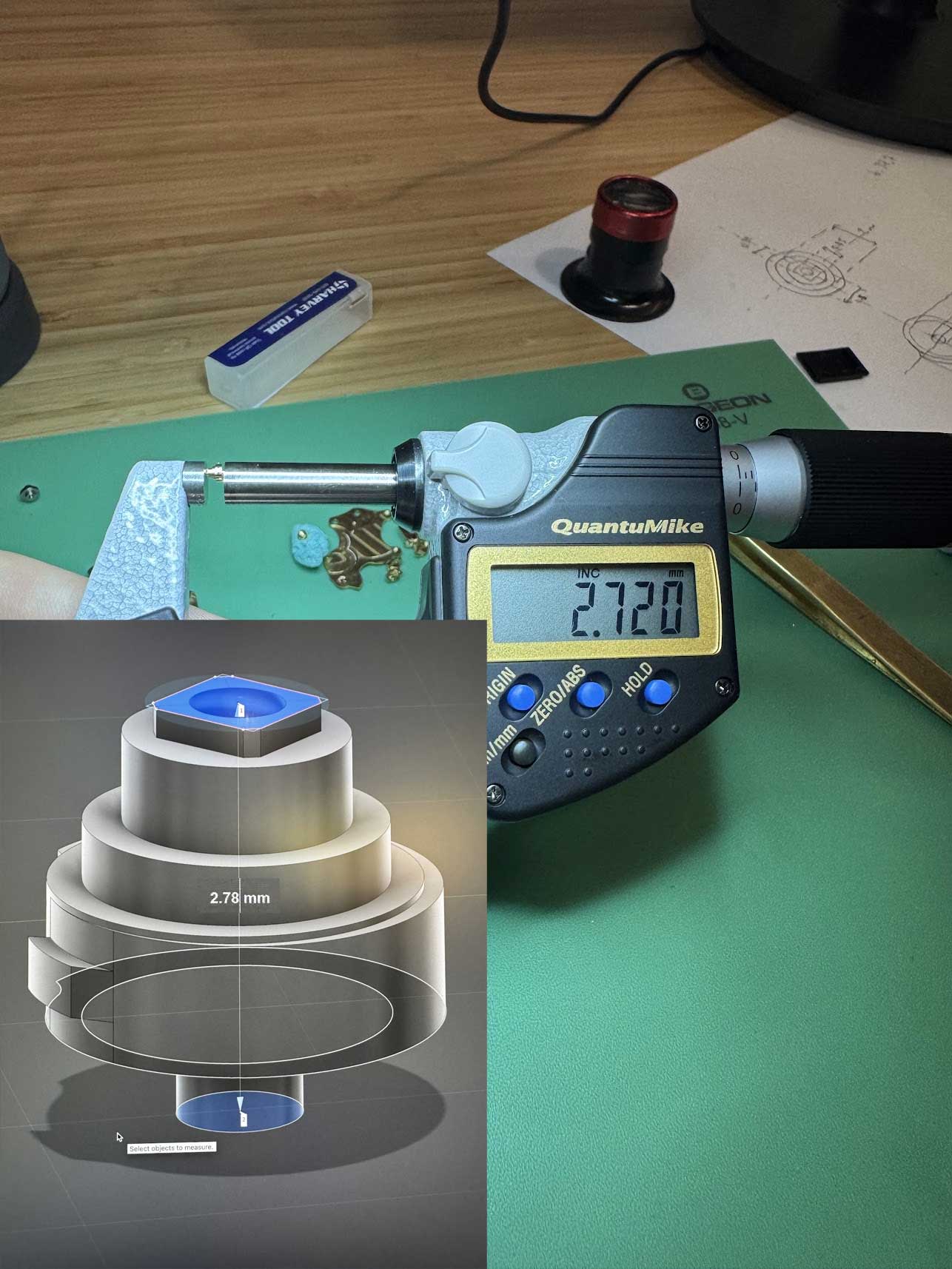
Using these fixtures that hold 50x50mm stock—in 3.175mm, 3mm, or 2mm thickness—has been an absolute lifesaver. They've brought much-needed consistency and precision to my workflow, especially for multi-pass setups. 🔧
Huge thanks to Paul from Roysdon Watch Co. for generously sharing the fixture STEP files, and also to Dimitri from NSCNC as he sent a few fixtures with the machine. 🙏
It’s amazing how the right tools—and the right people—can make such a big difference. This setup has leveled up my machining process in a huge way!